
Diablo Roller Starting with the raw material, that being a stainless steel shaft. Cut to the correct size for each roller. The material then enters the machine shop. Our engineer then turns the steel to create a single and double grove diablo roller…(Read More)

“The Machinist” has been busy again at SWP, he has produced some bronze hanger brackets to hold a shaft. The Task His first task was to cut the bronze circular hollow to the correct length then split it in half, following on from that, the bronze was then milled out using our CNC turret mill…(Read More)
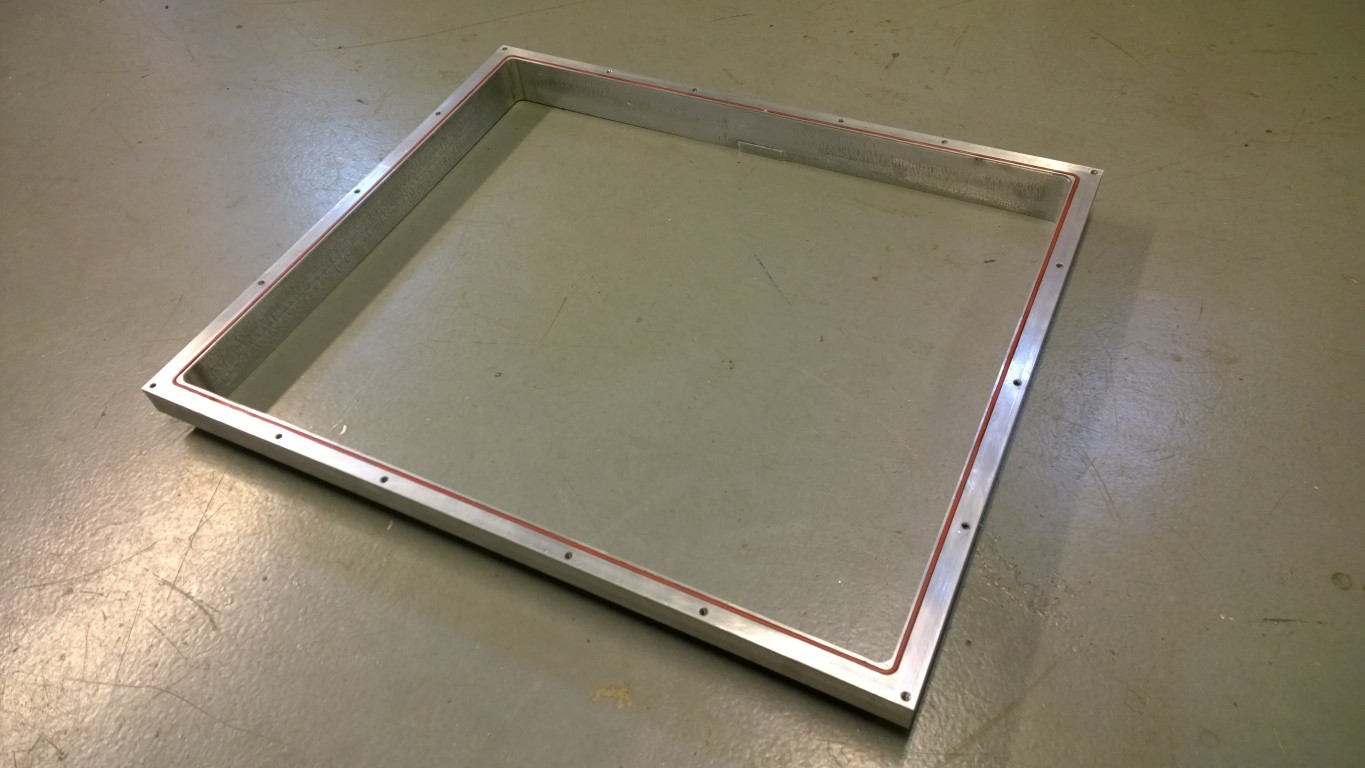
Vacuum Former The Machinist has produced a vacuum former from a block of aluminium steel. The excess steel is removed from the centre. Furthermore the machinist used the CNC bed mill to achieve the correct dimensions. A grove was also cut to allow the placement of a sealing band…(Read More)

Stub Shaft
by
Stub Shaft The lathe has again been in action with Chris at the controls. He has produced a couple of stub shafts machined from 6″ round EN8 steel…(Read More)

Stanchion
by
Stanchion Two pairs of stanchions produced by The Machinist. These will eventually have a panel of glass or perspex across them to provide a barrier. They will powder coated before delivery to the customer.  …(Read More)

Bronze Hanger Bracket The Machinist has recently produced a bronze hanger bracket. The first processes was to cut the bronze hollow section to the correct length. Next the bronze was turned on our CNC lathe to the required dimensions. Furthermore all of the surfaces are cleaned. The final stages involved taping a tread so the…(Read More)

Rollers
by
Rollers Chris has manufactured a selection of rollers. These include drive, tail and tension rollers.  …(Read More)

Belt Roller
by
The Job To begin the correct diameter pipe was selected and cut to size. The internal shaft was then cut to the correct length, and a key machined for the drive motor, the other end was turned to allow the bearing to fit. Two end bushes were then machined to suit the pipe and bearing…(Read More)